



一分钟的时间,对于了解我们的钢板_精密管实力大厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:钢板_精密管实力大厂家的图文介绍

鑫铭万通商贸有限公司(德阳分公司)是集 喷漆无缝管研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 喷漆无缝管产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 喷漆无缝管用户中赢得了良好的声誉和高度评价。


双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。



℃左右热输入26-31KJ/cm气体保护焊 08Mn2SiA+C02预热100℃左右热输入14-17KJ/cm。双金属复合衬板焊接时的材料其中加入Si、Mn增加了钢的强度及耐磨性,C与Mn相配合,使钢具有加工硬化能力,提高抗磨性。Cr、Mo等合金元素可以降低临界冷却速度,促使钢生成马氏体,改善钢的焊接性能
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。


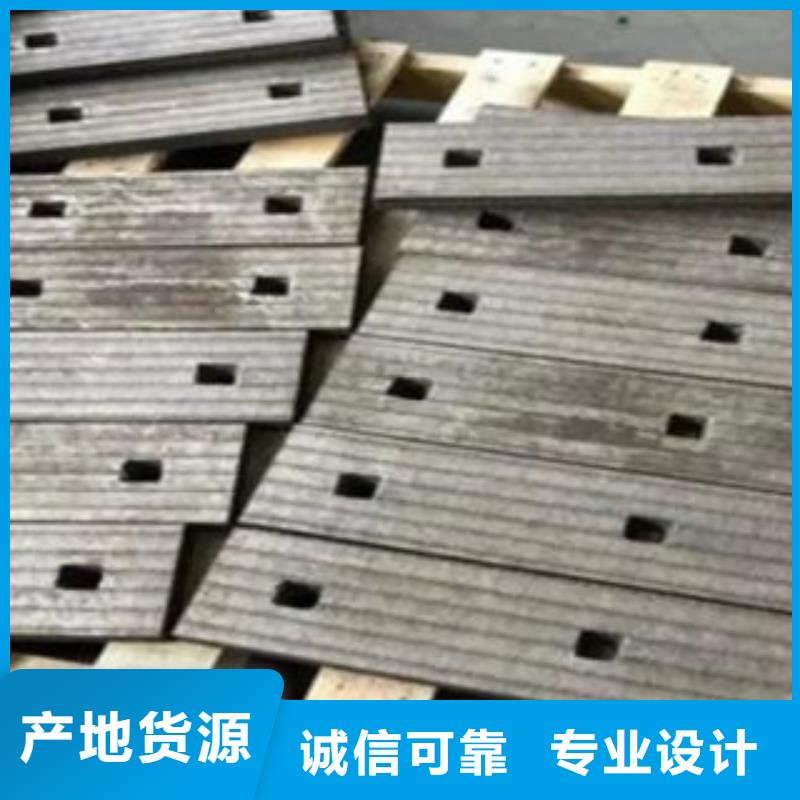
如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的性。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。


